An ongoing experiment using laser engraving as a drawing tool for ceramic glazes, applying the precision of generative plotter work to multi-layer fired surfaces. The aim is to build up several distinct glaze colours in a single tile through successive glaze-and-fire cycles, with each layer's design held to a line resolution of around 0.2mm.
The Idea
Generative artists working with plotters can produce complex, fine-line drawings by making multiple passes with different inks, each pass adding another layer of colour or line weight. The motivation here is to do the same thing with ceramic glazes on fired surfaces.
Instead of applying a single glaze and firing once, the process involves applying one glaze, using the laser to engrave a design into it at high precision, firing the piece, then applying a second glaze over the top, laser-engraving a different design, and firing again. Each cycle adds a layer. Because the laser lines are narrow enough (down to approximately 0.2mm), multiple passes can sit adjacent to each other without the glaze colours blending.
The Process, Step by Step
- Apply glaze layer 1 to the ceramic surface (tile or vessel).
- Load a design file. The laser traces it into the unfired glaze at the specified resolution.
- Fire the piece. The engraved glaze fuses to the ceramic.
- Apply glaze layer 2 over the fired surface.
- Laser-engrave a second design into layer 2.
- Fire again. Repeat for as many layers as the design requires.
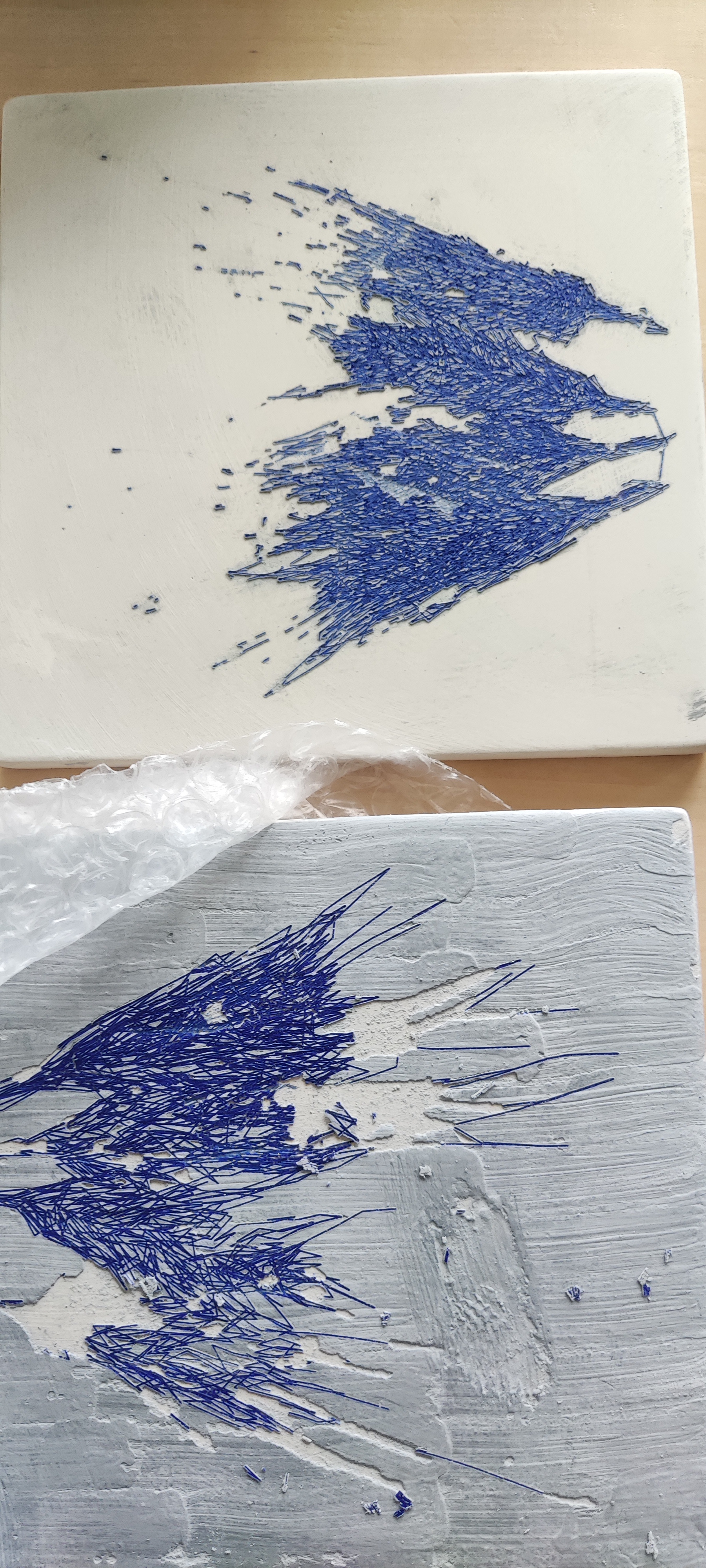
The result, if the glaze recipes are right, is a tiled surface with multiple distinct colours sitting in close registration, produced by code-driven line work rather than hand painting.
Line Resolution
The laser can hold a line width of around 0.2mm. At that scale, the kind of dense hatching, sinusoidal fills, and fine geometric patterns used in generative plotter art become possible in glaze. The constraint is not the laser but the glaze: if the material flows too much during firing, fine lines merge and the registration between layers is lost.
Glaze Recipe Research
This is where most of the current work is concentrated. Not every glaze is suitable for this process. For the technique to work, a glaze needs to remain stable enough during firing that it does not flow across the laser-engraved lines, blurring the design.
Glazes that tend to work better in this context likely share a few properties: higher silica content for a stiffer, more viscous melt; a lower flux load to reduce flow; and metal oxide colorants, iron oxide, cobalt oxide, copper oxide, manganese dioxide, that absorb laser energy efficiently and produce clean engraving rather than chipping or spalling. High-flux, low-viscosity glazes that move significantly during firing are unlikely to hold line detail.
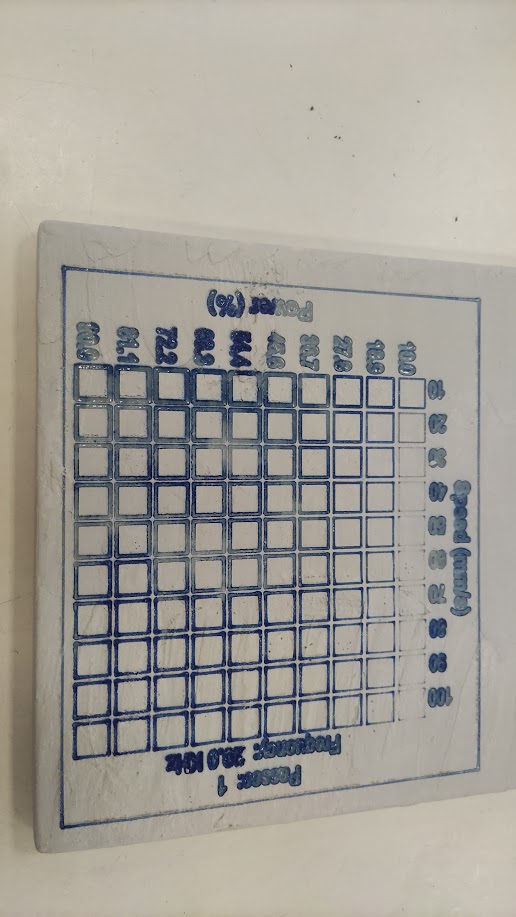
Current experiments are testing combinations of these variables across several colour families. Each test tile records the glaze recipe, laser settings, firing temperature, and the outcome of the line resolution under magnification.